

以下是:紫铜管【t2紫铜管】厂家直销值得选择的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 65/个 |
| 发货期限 | 1-3天 |
| 供货总量 | 112吨 |
| 运费说明 | 电联 |
| 最小起订 | 电联 |
| 质量等级 | 一级 |
| 是否厂家 | 代理 |
以下是:紫铜管【t2紫铜管】厂家直销值得选择的图文视频





【导语】:紫铜管【t2紫铜管】厂家直销值得选择,鹏德物资有限公司为您提供紫铜管【t2紫铜管】厂家直销值得选择,联系人:亢经理,电话:13884742366、13884742366,QQ:13884742366,请联系鹏德物资有限公司,发货地:聊城百亿钢管城发货到浙江省 嘉兴市 南湖区、秀洲区、嘉善县、海盐县、海宁市、平湖市、桐乡市。 浙江省,嘉兴市 2022年,嘉兴市生产总值(GDP)6739.45亿元,比上年增长2.5%。产业增加值144.01亿元,增长2.4%;第二产业增加值3719.61亿元,增长2.9%;第三产业增加值2875.83亿元,增长2.0%。按常住人口,2022年全市人均GDP为121794元。
以下的紫铜管【t2紫铜管】厂家直销值得选择视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:紫铜管【t2紫铜管】厂家直销值得选择的图文介绍
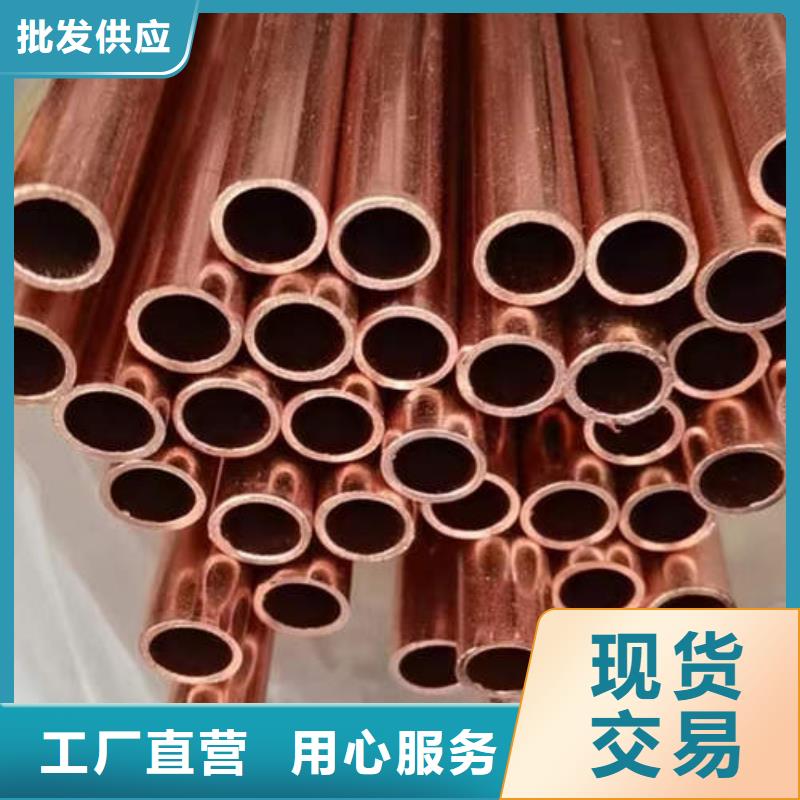
产品特点图

纯铜管的工艺优势:
熔炼与铸造工艺优势:采用反射炉熔或工频有芯感应炉熔炼;采用铜模或铁模浇铸,熔炼过程中应尽可能减少气体来源,并使用经煅烧过的木炭作熔剂,也可用磷作脱氧剂。浇铸过程在氮气保护或复盖烟灰下进行,建议铸造温度为1150-1230℃,线收缩率为2.1%
成形性能优势:有极好的冷、热加工性能,能用各种传统的加工工艺加工,如拉伸、压延、深冲、弯曲、精压和旋压等。热加工时应控制加热介质气氛,使呈微氧化性。热加工温度为800-950℃。
焊接性能优势:易于锡焊、铜焊,也能进行气体保护焊、闪光焊、电子束焊和气焊,但不宜进行接触点对焊和埋弧焊。
可切削性(HPb63-3的切削性为100%)/%:20紫铜管

适用范围


鹏德物资有限公司位于百亿钢管城,地理位置优越,交通便利。
鹏德物资有限公司主营产品 浙江嘉兴273mm降水井花管 。品种全,质量优,价格合理,我单位凭借良好的信誉,完善的服务、充足的货源为您提供每一支优质的产品!鹏德物资有限公司郑重向你承诺:保证以z u i好的质量,以z u i低的价格,z u i完善的售后服务,来答谢新老客户。本库没有的规格可提前电话联系订货,保证按时到货。



为什么选择我们

将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
焊接工艺参数 紫铜管
由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。
焊后热处理
焊后 对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。应力的回火温度为600~650℃。 若焊后不能进行应力热处理,应立即进行后热处理。

【总结】:在浙江省嘉兴市采购紫铜管【t2紫铜管】厂家直销值得选择请认准鹏德物资有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:亢经理-13884742366,QQ:13884742366,地址:百亿钢管城)。










