

想要知道不锈钢焊管_薄壁焊管实拍品质保障产品如何?看视频就知道!看视频,选产品更明智!
以下是:不锈钢焊管_薄壁焊管实拍品质保障的图文介绍


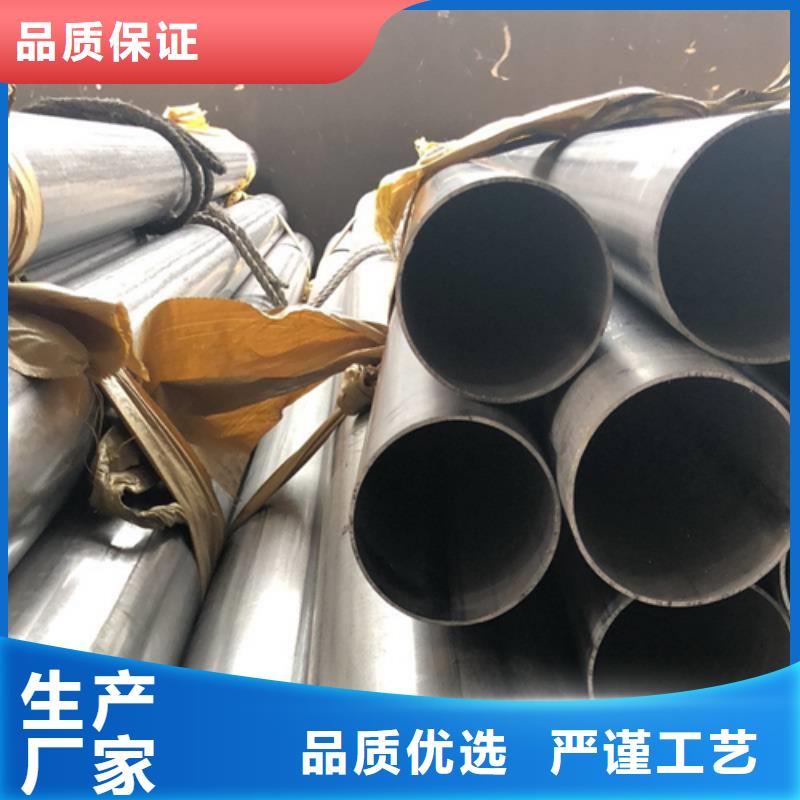
华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,316l不锈钢焊管规格尺寸316L不锈钢焊管是不锈钢焊管中的一种,其主要特点是具有优良的耐蚀性、防氧化性和高温强度,而且较为耐热和耐磨损。同时,316L不锈钢焊管安装方便、结构简单,适用于各种高温和高压环境。但是在选购316L不锈钢焊管时需要考虑它的规格尺寸,因为不同的规格尺寸会影响其在实际使用中的表现。下面将从规格尺寸展开讲述316L不锈钢焊管。1.管径尺寸管径尺寸通常是指焊管的外径或者内径,其中常用的外径尺寸是6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、22mm、25mm等,而内径尺寸的选择则通常取决于所需的流量大小。2.管厚度尺寸管厚度尺寸通常是指管子的壁厚,而不锈钢焊管的壁厚可分为2mm、2.5mm、3mm;其厚度越大,代表着其承受压力越大,但同时比较沉重。3.管长尺寸管长尺寸较为明显,在工程施工中需要量身定做。一般来说,管长是现场就地测量,然后加工制作的。但是在订购时,也只需使用需求的长度即可。



华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢管热处理不锈钢管热处理国外普遍采纳带爱护气体的无氧化连续热处理炉,进行生产过程中的中间热处理和终的成品热处理,由于能够获得无氧化的光亮表面,从而取消了传统的酸洗工序。这一热处理工艺的采纳,既改善了钢管的质量,又克服了酸洗对环境的污染。按照目前世界进展的趋势,光亮连续炉差不多分为三种类型: (1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理,小时产量为1.0吨以上。可使用的爱护气体为高纯度氢气、分解氨及其它爱护气体。能够配备有对流冷却系统,以便较快地冷却钢管。(2)网带式光亮热处理炉。这种炉型适合于小直径薄壁周密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也能够处理成卷的毛细管。(3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。不锈钢焊管工艺技术——氩弧焊不锈钢焊管要求熔深焊透,不含氧化物夹杂,热阻碍区尽可能小,钨极惰性气体爱护的氩弧



专业源于专注,十多年来我们只做 无锡惠山310S拉丝不锈钢板,除了拥有完善的自主研发系统,还建立了专业的 无锡惠山310S拉丝不锈钢板生产品质管控体系,在 无锡惠山310S拉丝不锈钢板领域取得了众多客户的信任和支持,是值得信赖的 无锡惠山310S拉丝不锈钢板定制厂家。


华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接经常出现哪些问题?
为避免出现偏焊、漏焊、咬边等情况,在不锈钢焊管焊接时需要特别注意。出现这些问题如何解决也是需要我们特别注意的。
不锈钢焊管焊接
主要会有以下?种情况:
1、不锈钢焊管焊缝尺?不符合要求
措施:选择适当的坡??度和装配间隙;提?装配质量;选择合适的焊接?艺参数;提?焊?的操作技术?平等。
2、未焊透
措施:正确选?和加?坡?尺?,合理装配,保证间隙,选择合适的焊接电流和焊接速度,提?焊?的操作技术?平等。
3、未熔合
措施:正确的选择焊接?艺参数,认真操作,加强层间清理,提?焊?操作技术?平等。
4、?孔
措施:焊前将坡?两侧20-30mm范围内的油污、锈、?分?净;严格地按焊条说明书规定的温度和时间烘焙;正确的选择焊接?艺参数,正确操作;尽量采?短弧焊接,野外施?要有防风设施,不允许使?失效的焊条,如焊芯锈蚀、剥落、偏?度过?等。
不锈钢焊管
不锈钢焊管在焊接过程中出现的问题还有很多,这就要求我们的制管师傅在?产过程中要格外注意,避免出现焊接问题造成不必要的?烦



华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。

